Revolutionizing Chemical Processing: The Future of Reactors - Fluidized Reactors Dominate the Scene
Revolutionizing Chemical Processing: The Future of Reactors - Fluidized Reactors Dominate the Scene
The chemical processing industry has witnessed a significant shift with the rise of fluidized reactors, a game-changing technology that is redefining the way chemical reactions are conducted. These reactors have been gaining popularity due to their efficiency, flexibility, and ability to produce high-quality products at a lower cost. As the demand for precision and scalability in chemical processing continues to grow, fluidized reactors are poised to take center stage, providing a more efficient and environmentally friendly alternative to traditional fixed bed reactors.
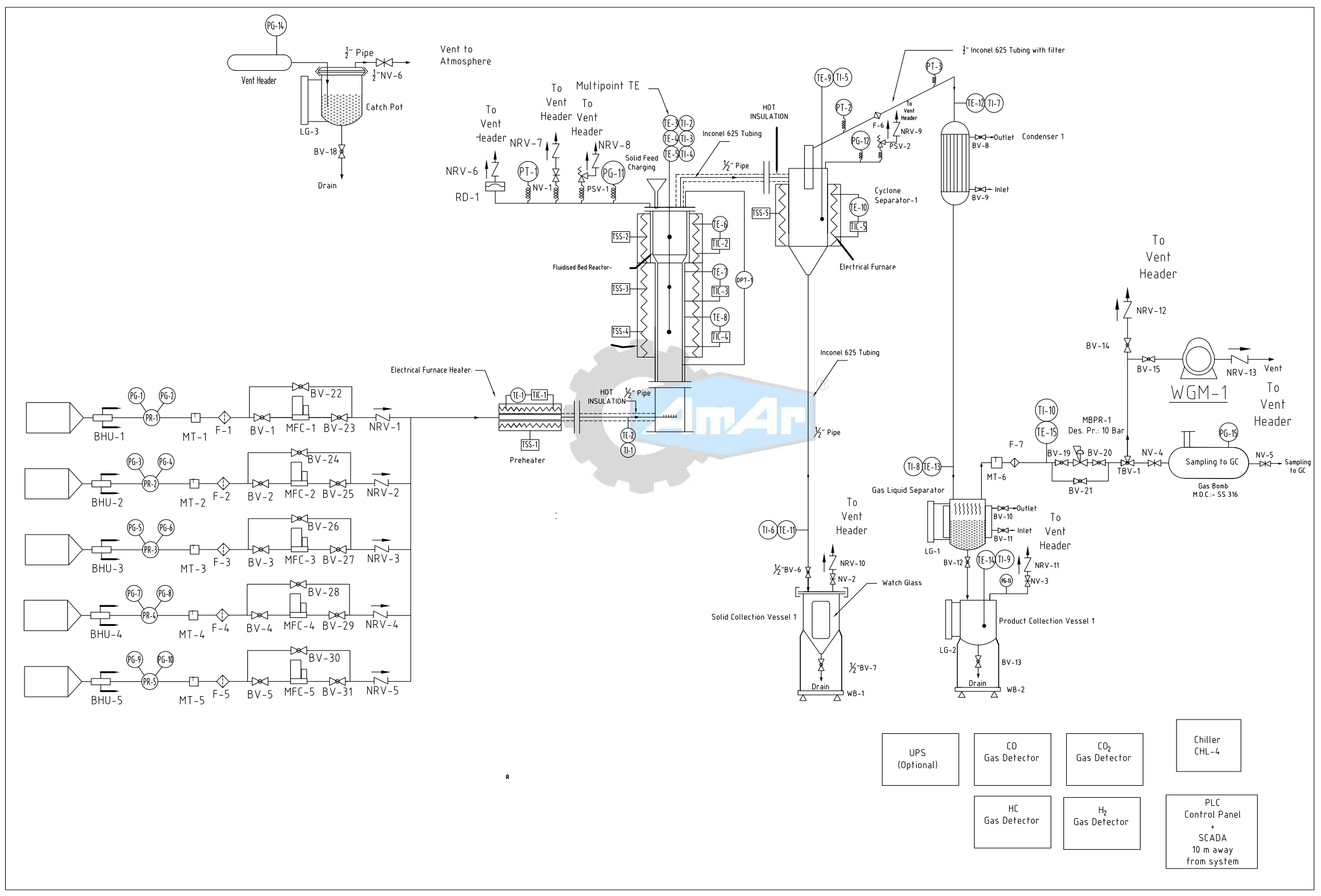
A fluidized reactor is a type of reactor that uses a bed of solid particles, such as catalysts or solids, which are suspended in a fluid stream, typically a gas or liquid. The fluidized state is achieved by injecting a stream of fluid that carries the particles upward, creating a turbulent, bubbly mixture. This process allows for easier mixing and better heat transfer, resulting in increased reaction rates, improved yields, and reduced energy consumption.
Advantages of Fluidized Reactors
Several key advantages make fluidized reactors a popular choice for chemical processing applications. Some of the key benefits include:
* **Increased efficiency**: Fluidized reactors provide excellent mixing and heat transfer, resulting in higher reaction rates and yields. This leads to increased efficiency, reduced energy consumption, and lower costs.
* **Flexibility**: Fluidized reactors can handle a wide range of chemicals and operating conditions, making them suitable for various applications, from fine chemicals to bulk chemicals.
* **Scalability**: Fluidized reactors can be easily scaled up or down depending on the specific process requirements, allowing for flexibility in production levels.
* **Low Operational Costs**: The low pressure drop, low back-mixing, and efficient heat transfer in fluidized reactors result in lower energy costs.
* **High Product Yield**: Fluidized reactors enable the production of high-quality products with low impurities, reducing the need for further processing.
For instance, Toyota said it plans to build more of the chemical processing plants to produce hydrogen and other components it needs from cutting emissions from industrial machinery. and envisaged expansion on hydro gasification to produce fuels from hydrogen-rich waste today and liquefied petroleum gas tomorrow.
Design and Types of Fluidized Reactors
There are several types of fluidized reactors, each designed for specific applications. Some of the common types include:
* **Bubble Column Reactors (BCRs)**: These reactors use a combination of bubble generation and phase separation to create a fluidized bed.
* **Riser Reactors**: These reactors use a high-velocity gas flow to create a fluidized bed and a countercurrent gas flow to facilitate gas-liquid separation.
* **Fenwick Column Reactors**: These reactors use a closed loop system of vertically arranged catalyst trays to achieve efficient heat and mass transfer.
* **Jet-Loop Reactors**: These reactors use a combination of a jet of fluid and a stirred reactor to achieve efficient mixing and heat transfer.
Real-World Applications
Fluidized reactors have numerous applications across various industries. Some examples include:
* **Catalytic reforming**: Fluidized reactors are widely used in the production of fuels, solvents, and other chemicals through catalytic reforming processes.
* **Catalytic hydrogenation**: These reactors are used for the production of alcohols, aldehydes, and other chemicals through catalytic hydrogenation.
* **Catalytic oxidation**: Fluidized reactors are used for the production of chemicals like glycols, aldehydes, and phenols through catalytic oxidation.
Technological advancements in fluidized reactor design have led to improved performance and efficiency in various industrial applications. As a result, chemical processing companies like DuPont, BP, and Novapure are in the lead with commercially available fluidized reactors.
Challenges and Future Developments
Despite the advantages of fluidized reactors, there are challenges to their implementation, such as:
* **Scalability**: Large-scale fluidized reactors often require specialized equipment and construction, which can lead to increased costs.
* **Safety concerns**: The high rates of heat transfer and fluidization can increase the risk of overheating, explosion, or fires.
* **Materials degradation**: The utilization of high velocities in some fluidized reactors can result in material degradation, so structural inspections make become paramount.
To address these challenges, researchers are working on developing new materials, exploring new reactor configurations, and advancing computational models.



Related Post

What You Didn’t Know About Comenity Sephora Visa: Uncovering the Hidden Benefits

Unlock the Secrets of 2Kmoviehd: The Ultimate Destination for Movies and TV Shows

Morgan Freeman and Marsha Mason Still Together: An Inspiration to Many

Nora Ephron: A Mother's Legacy To Her Sons